

1 / 5
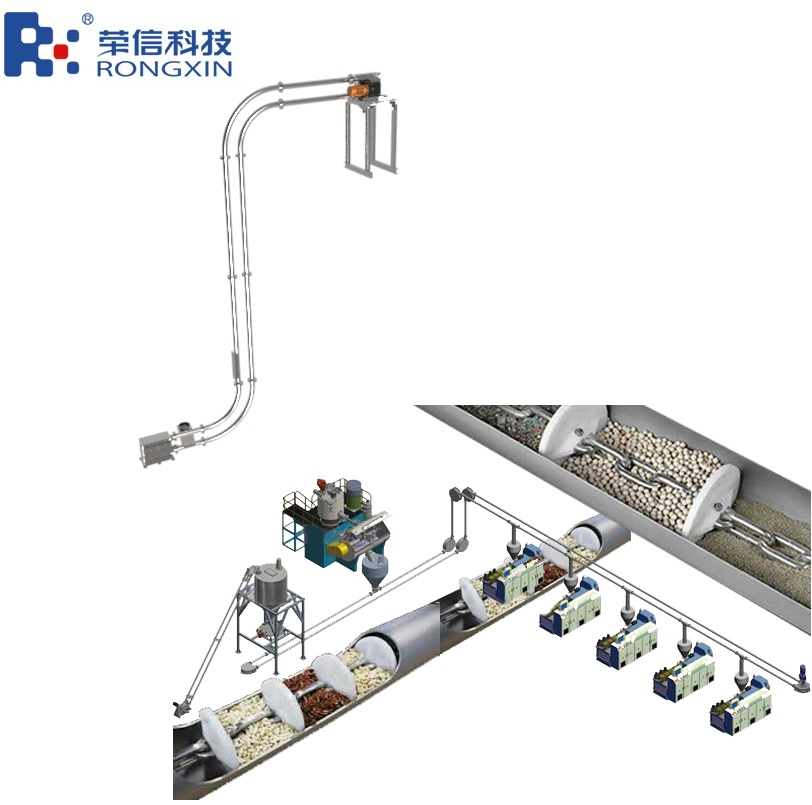
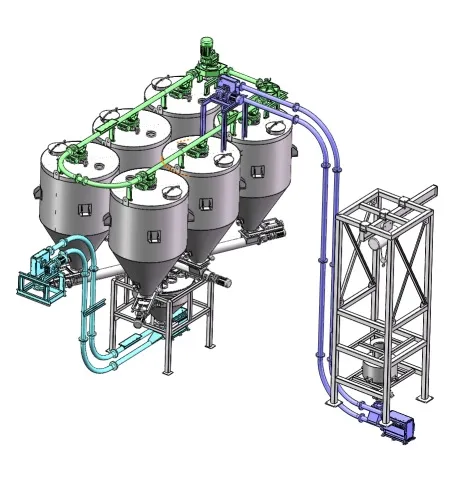
Experience the innovative excellence of our pipe chain conveyor, meticulously engineered to transport a variety of materials - from powder and granular substances to fibrous or fragile blocks. This gentle, dustproof, efficient, and three-dimensional flexible system is your ultimate solution for moving materials, regardless of their flowability, temperature, or dampness. Whether they are flammable or explosive, our conveyor ensures safety and reliability. Tailored to meet the unique needs of diverse industries such as pharmaceuticals, food processing, grain storage, chemical manufacturing, and new energy sectors, this conveyor system epitomizes customization. Enjoy the simplicity and efficiency with a design that demands minimal maintenance and occupies minimal space, making it the definitive choice for sophisticated material conveying.

| Model | Power (KW) | Linear Velocity (M/S) | Speed (R/min) | Capacity (M³/H) | Max Torque (N·M) | Max Tensile (N) | Notice |
|---|---|---|---|---|---|---|---|
| PC-80 | 4.0 | 0.30 - 0.40 | 20.7 - 27.6 | 3.9 - 5.2 | 1357 - 1810 | 980 - 1300 | Max pulling force up to 1.5 tons |
| PC-100 | 5.5 | 0.30 - 0.40 | 17.5 - 23.4 | 6.0 - 8.0 | 2200 - 2943 | 1350 - 1800 | Max pulling force up to 2 tons |
| PC-150 | 7.5 | 0.30 - 0.40 | 13.4 - 17.9 | 13.7 - 18.2 | 3923 - 5240 | 1840 - 2450 | Max pulling force up to 3 tons |
| PC-200 | 11.0 | 0.30 - 0.40 | 11.4 - 15.2 | 27.4 - 36.5 | 6776 - 9034 | 2700 - 3590 | Max pulling force up to 4 tons |
| Industries | Common Materials |
|---|---|
| Petrochemical, Plastic | PP/ PE-LLDPE-LDPE-HDPE/ PC/ PVC/ PS/ PA/ PET/ ABS/ PTA/CTA/ EVA/ MELAMINA |
| Chemical | Calcium carbonate, sodium carbonate, titanium dioxide, alumina, resin, clay, lime |
| Rubber | Polymer, carbon black, silicon, rubber compounds |
| Food/Pharmaceutical | Rice noodles, flour, milk powder, starch, coffee beans, black beans, salt, additives |
| Power/Metallurgical | Fly ash, desulfurization ash, copper powder, iron powder, aluminum powder |
| Building Material | Cement, sand, stone, fly ash |