Basic Specifications
Model NO.:RX200L
Structure:Conveyor System
Material:Stainless Steel
Material Feature:Oil Resistant, Fire Resistant
Application:Chemical, Grain, Mining, Power Plant
Volume:50L/100L/150L/200L/300L
Condition:New
Origin:China
Packaging:Wooden Box (100x200x150cm)
Product Description
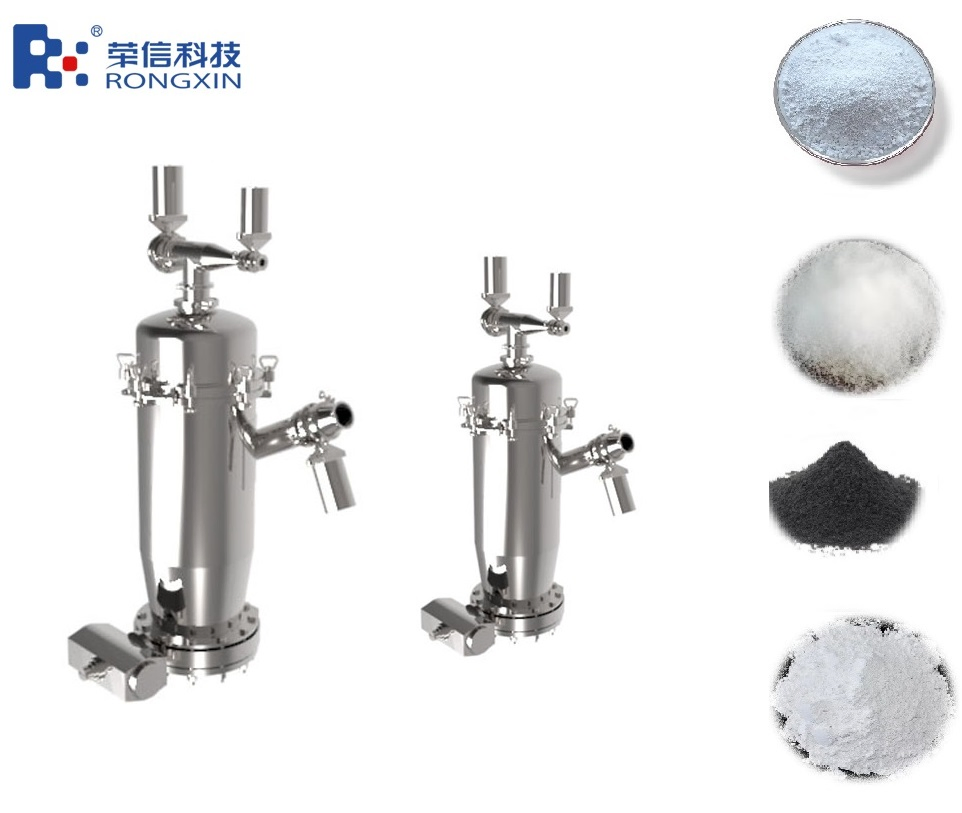
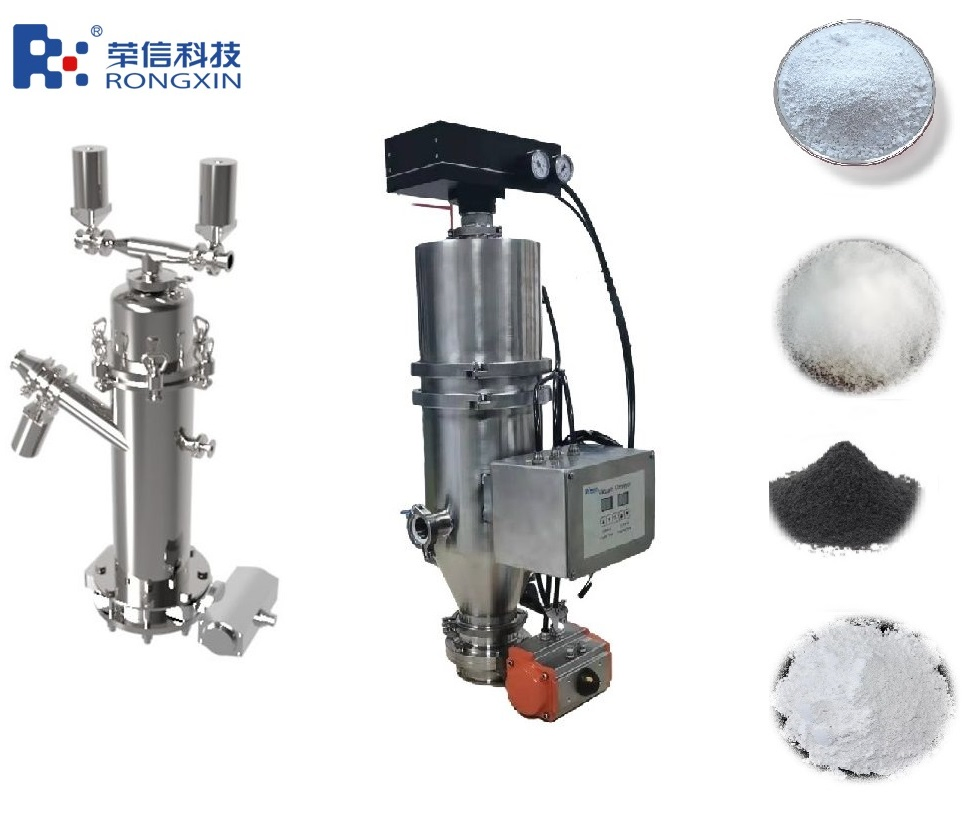
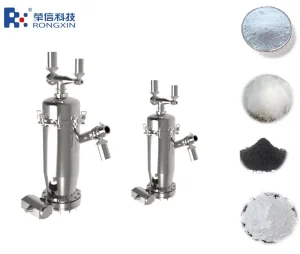
Automatic Vacuum Feeder
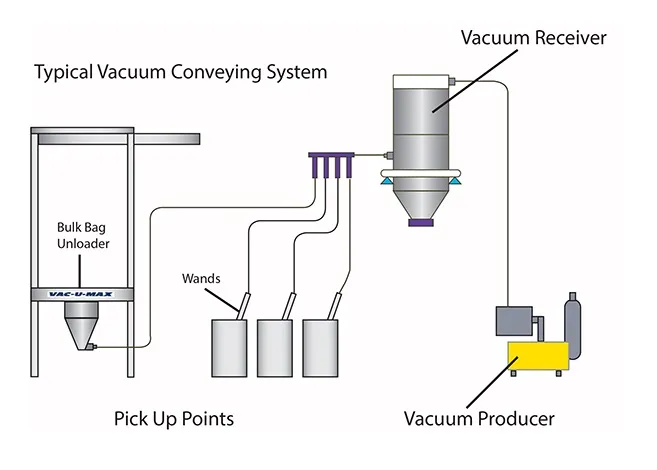
Vacuum negative pressure transportation utilizes air pressure differences to generate a robust airflow within the conveying pipeline. This powerful airflow instantaneously transports materials through a sealed pipeline to the destination container, thereby ensuring efficient and rapid material transfer.
Crafted from premium stainless steel, the vacuum conveyor meets the stringent standards required for pharmaceutical and food production, ensuring both safety and compliance.
Product Parameters
| Model Parameter |
QXL-200 |
QXL-300 |
QXL-400 |
| Volume (L) |
13 |
38 |
68 |
| Power (W) |
200 |
200 |
200 |
| Air Consumption (L/min)/MPa |
50/0.6 |
80/0.6 |
100/0.6 |
| Vacuum/Feeding Interface |
1.5 inch |
2.5 inch |
3.5 inch |
| Blow Back Interface |
1 inch |
1 inch |
1 inch |
| Capacity (Kg/h) |
50-900 |
300-2500 |
600-3500 |
| Weight (Kg) |
72 |
96 |
125 |
| Dimensions (mm) D×H |
φ350×1100 |
φ450×1300 |
φ480×1400 |
Technical Notices:
1. Excludes power requirements of matched vacuum pumps.
2. Does not account for compressed air used by the generator.
3. Parameters based on a conveying distance of ≤5 meters (e.g., flour transportation).
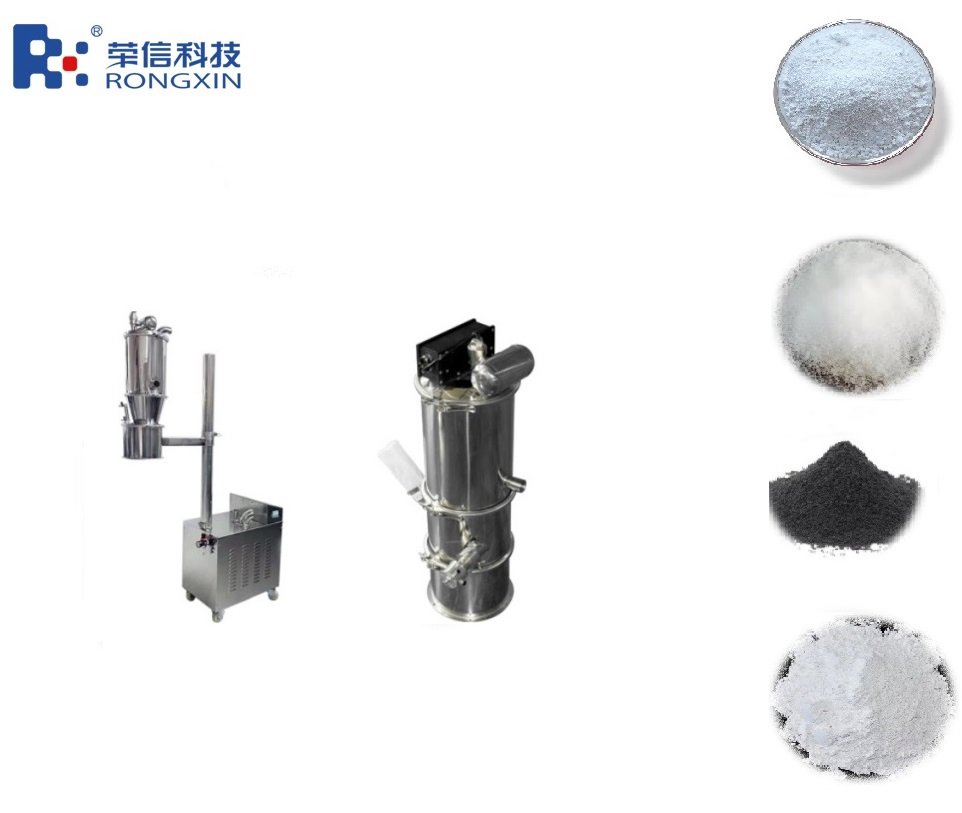
Advantages of Vacuum Conveyor
A diverse array of vacuum conveyors is available: including small vacuum feeders, high-temperature resistant units, continuous vacuum feeders, and custom negative pressure conveying stations.
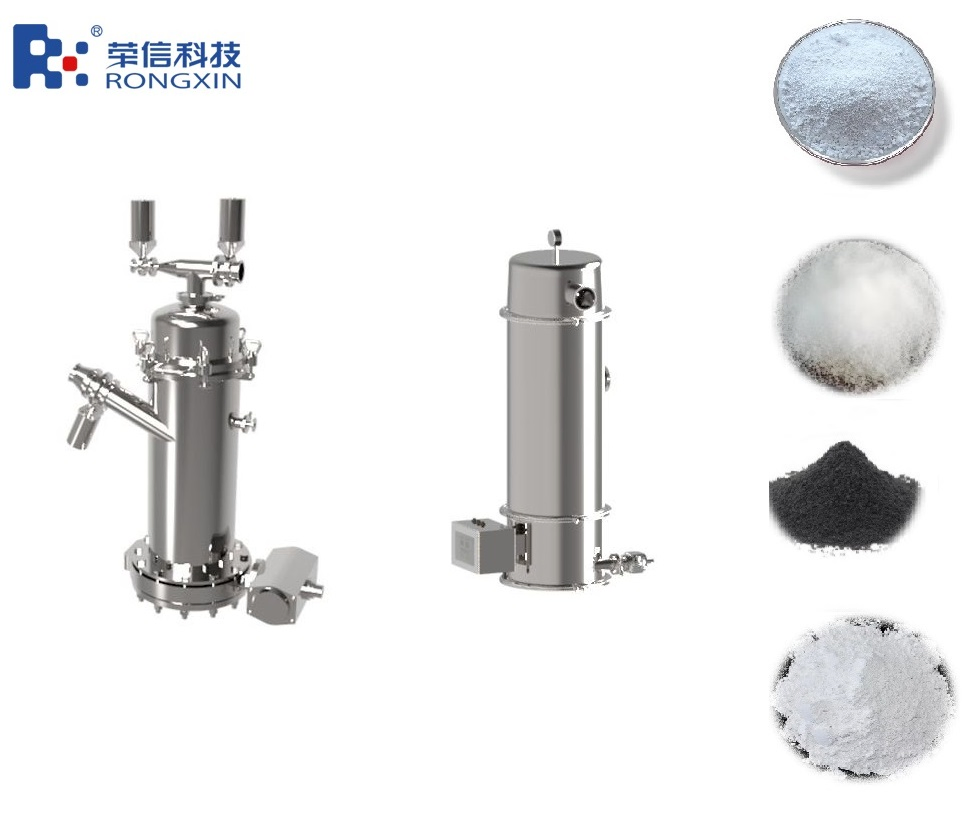
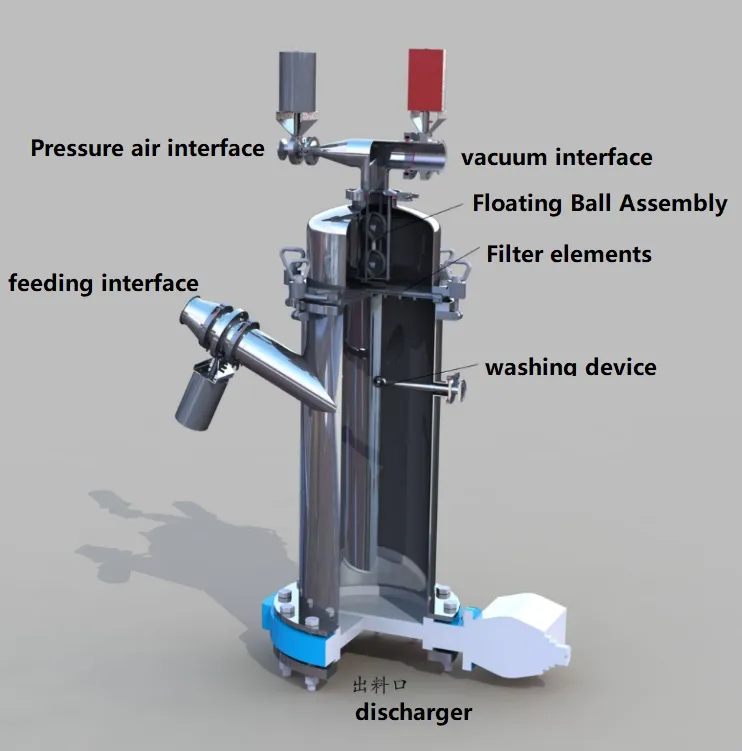
- Exclusive flat membrane filtration system.
- Facilitates online cleaning, drying, and sterilization without disassembly.
- Conforms to GMP standards with 304 or 316L stainless steel options.
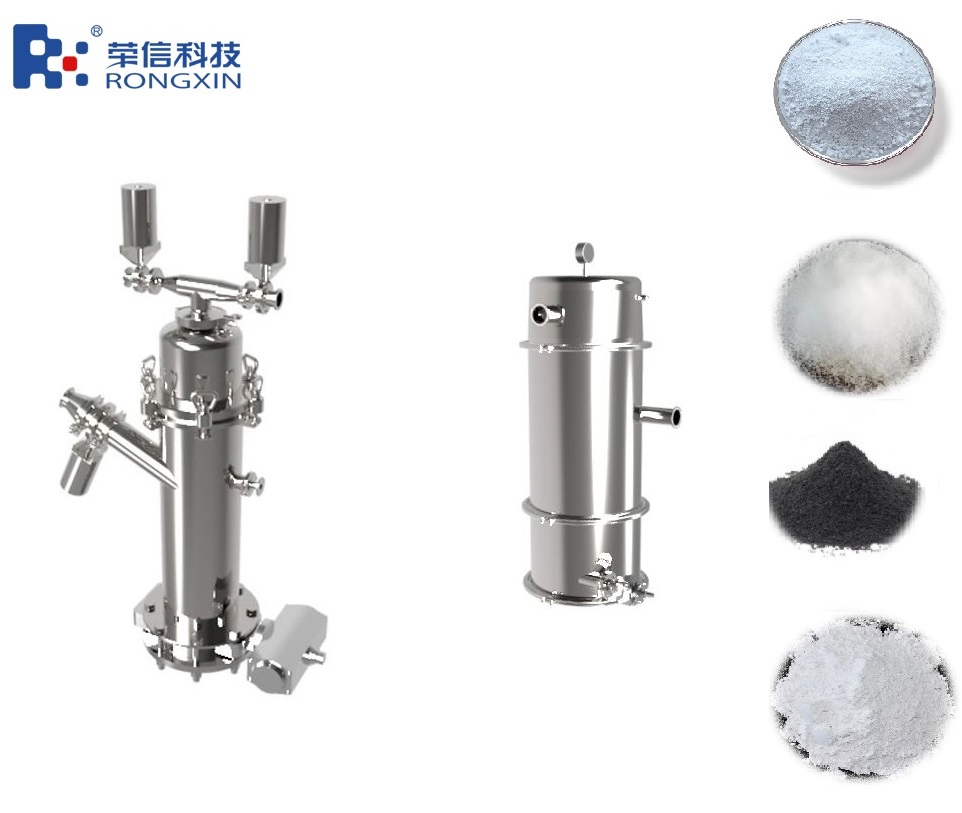
Application Areas
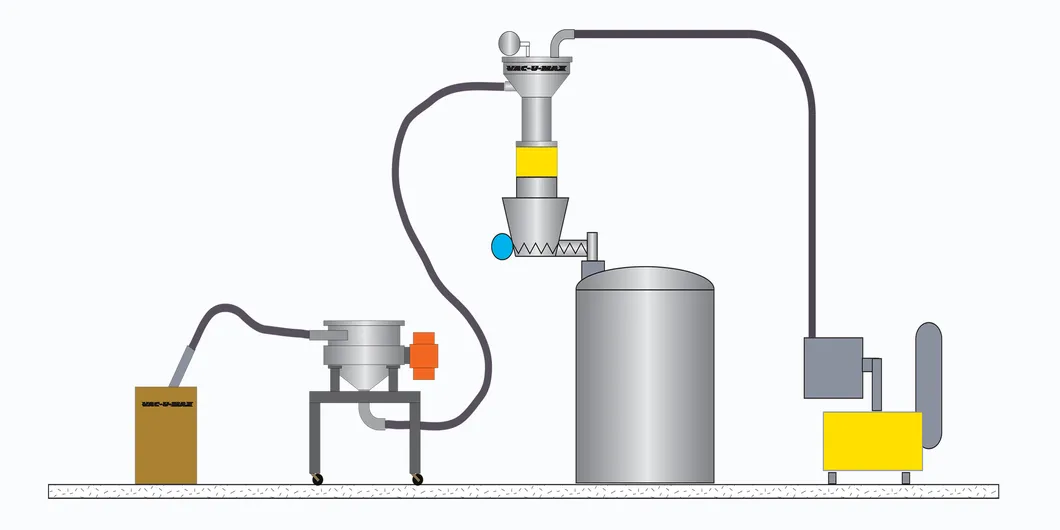
The system integrates seamlessly with mixers, tablet presses, packaging machines, vibrating screens, and crushers across various industries:
- Pharmaceuticals: Raw materials, powders, granules, tablets, capsules.
- Food: Additives, candies, flour, cocoa powder, monosodium glutamate.
- Chemical: Carbon powder, metal powders, dyes, pigments.
- Agriculture: Grain seeds, urea fertilizers, and bulk materials.
Frequently Asked Questions
Q1: What materials are suitable for the vacuum feeder?
It is ideal for powders, granules, and small bulk materials in the pharmaceutical, food, chemical, and agricultural industries, including flour, additives, and metal powders.
Q2: Does the system meet hygienic production standards?
Yes, the system is made of 304 or 316L stainless steel and fully complies with GMP standards and CIP requirements for pharmaceutical and food production.
Q3: How does the feeder prevent dust pollution?
The system utilizes a fully enclosed transportation design under negative pressure, ensuring zero dust leakage and preventing environmental cross-contamination.
Q4: Is the equipment easy to clean?
Absolutely. The modular design and quick-installation interfaces allow for easy disassembly and cleaning of all parts, eliminating dead corners.
Q5: Can it handle materials that generate static electricity?
Yes, the system effectively neutralizes material static electricity during transport, making it safe for sensitive environments.
Q6: What is the maximum conveying distance?
While standard parameters are calculated for ≤5 meters, custom configurations are available for different distance requirements based on material density.